|
|
ИНСТРУМЕНТАЛЬНО - ПОДШИПНИКОВЫЙ ЦЕНТР |
||
|
115563, Москва, Каширское шоссе, 61к4с1 +7(800)100-2198 |
141730, М/О, Лобня, Горького, 104с1 +7(800)100-2198 |
||
Техническая библиотека
Краткий справочник инструментальщика
Информация о ленточнопильных полотнах
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические - с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Технические параметры.
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы - производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.
|
Постоянный шаг (например 14) |
Переменный шаг (например 8/12) |
 |
 |
Разводка
Разводка – наклон или угол разворота зуба по отношению к плоскости полотна, служит для обеспечения свободного хода полотна и кромки зуба. Существуют разные типы разводок. Стандартная разводка состоит из повторяющейся комбинации зубьев – вправо, влево и прямой. Разводка право - лево особенно часто применяется для резания мягких материалов, таких как цветные металлы, пластик, дерево. Разводка «волна» – специальная разводка для резки тонкостенного профиля, заготовок малого диаметра, труб и т.п. Комбинированная разводка используется для резки труб, профиля с переменным сечением и пакетов.
 |
Форма NORMAL (N). Зуб имеет передний угол 0°. Пилы с такой формой зуба предназначены для резки сплавов с высоким содержанием углерода (таких, например как чугун), для материалов с небольшим поперечным сечением и тонкостенных профилей и труб. |
 |
Форма HOOK (H). Зуб имеет передний угол 10°. Пилы с такой формой зуба предназначены для резки сплошных прутков, толстостенных труб из легированных сталей. |
 |
Форма RP. Зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для агрессивной резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов. |
 |
Форма MASTER. Зуб изготавливается в двух исполнениях по переднему углу 10° и 16°. Имеет продольно шлифованную фаску, что улучшает шероховатость обрабатываемой поверхности. Пилы с такой формой зуба предназначены для резки сплошных прутков из высоколегированных сталей. |
Скорость ленточной пилы.
Режим резания определяется несколькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба. Немаловажное значение при этом играет, какой компанией выпущено полотно. Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости ленточной пилы, для конкретного вида оборудования. Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала. К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы.
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.
Основные причины преждевременного выхода ленточного полотна из строя.
- Выкрашивание (выбивание) зубьев
- Слишком мелкий шаг пилы.
- Слишком крупный шаг пилы.
- Заготовки ненадёжно закреплены.
- Слишком низкая скорость пилы, приводящая к излишнему врезанию.
- Слишком большое давление подачи, приводящее к излишнему врезанию пилы в материал.
- Слабое натяжение пилы приводит к её проскальзыванию.
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию пилы в материал.
- Отсутствует, не работает или изношена щётка очистки пилы
- Трещины во впадинах зубьев.
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих.
- Зазор между направляющими слишком большой.
- Направляющие находятся слишком далеко от заготовки.
- Боковые направляющие зажимают пилу в области впадин зубьев.
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы.
- Трещины со стороны спинки пилы.
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи.
- Износ боковых направляющих.
- Полотно прижимается к бурту шкива.
- Биение (вибрация) пилы
- Кривой сварной шов.
- Слишком шаг пилы.
- Отсутствие зубьев(выломаны).
- Слишком низкое или высокое давление подачи.
- Преждевременное затупление зубьев.
- Слишком большая скорость пилы для данного материала.
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи.
- Дефекты на боковых направляющих.
- Плохо закреплены или изношены направляющие.
- Неперпендикулярный рез.
- Полотно пилы не параллельно направлению подачи.
- Большой зазор в направляющих.
- Поверхность стола не перпендикулярна пиле.
- Тиски не перпендикулярны пиле.
- Слабое натяжение пилы.
- Плохо закреплены боковые направляющие.
- Пережжённая стружка.
- Большая подача.
- Не работает щётка очистки пилы.
- Тупая пила.
- Нет охлаждения.
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
|
20Х13, Р6М5 |
15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
Размер шага пилы для резки сплошного проката
| Постоянный шаг | Переменный шаг | ||
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 -30 | 10 | 15 - 40 | 8/12 |
| 30 – 50 | 8 | 25 - 40 | 6/10 |
| 50 - 80 | 6 | 35 - 70 | 5/8 |
| 80 - 120 | 4 | 40 - 90 | 5/6 |
| 120 - 200 | 3 | 50 - 120 | 4/6 |
| 200 - 400 | 2 | 80 - 150 | 3/4 |
| 300 - 700 | 1,25 | 130 - 350 | 2/3 |
| > 600 | 0,75 | 150 - 450 | 1,5/2 |
| 200 - 600 | 1,1/1,6 | ||
| > 500 | 0,75/1,25 | ||
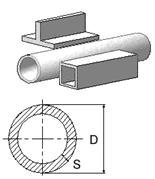
Размер шага пилы для резки профиля и труб
| Стенка S, мм | Наружный диаметр D, мм |
 | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | ||
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | |
| 5 | 10/14 | 8/ 12 | 8/ 12 | 8/ 12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | |
| 6 | 8/12 | 8/ 12 | 6/ 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 | |
| 8 | 8/12 | 6/10 | 6/ 10 | 6/ 10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 | |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | ||
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | ||
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | ||
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | |||||||
При распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ НА ЛЕНТОЧНОПИЛЬНОМ ОБОРУДОВАНИИ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | ||||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | ||
| да | нет | ||||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 40-55 | 60-80 | 1:10 | Х | |
| St 50-St 70 | 30-45 | 50-70 | 1:20 | Х | |||
| Упрочняемые стали | C10-C15 | 45-65 | 60-90 | 1:10 | X | ||
| 14NiCr14 | 30-40 | 40-50 | 1:10 | X | |||
| 21 NiCrMo 2 | 30-45 | 45-55 | 1:10 | X | |||
| 16MnCr5 | 30-45 | 50-65 | 1:10 | X | |||
| Азотируемые стали | 34 CrAI 6 | 20-35 | 1:20 | Х | |||
| 34 CrAI Ni 7 | 20-35 | 1:20 | Х | ||||
| Хромистые стали | С 35-С 45 | 35-55 | 55-75 | 1:20 | X | ||
| 41 Cr4 | 40Х | 25-35 | 40-60 | 1:20 | X | ||
| 40Mn4 | 40Г | 35-45 | 50-65 | 1:20 | X | ||
| 42 CrMo 4 | 40 ХМ | 30-40 | 35-50 | 1:20 | Х | ||
| 36 NiCr 6 | 40 ХН | 30-40 | 50-60 | 1:20 | X | ||
| 24NiCr14 | 25-35 | 40-60 | 1:20 | X | |||
| Подшипниковые стали | 100 Cr 6 | 25-35 | 50-65 | 1:30 | X | ||
| 105 Cr4 | ШХ 15 | 25-35 | 50-65 | 1:30 | Х | ||
| 100 CrMo 6 | 20-30 | 40-50 | 1:30 | Х | |||
| Пружинные стали | 65Si7 | 65 Г | 30-40 | -100 | 1:30 | Х | |
| 50 CrV 4 | 50ХФА | 30-40 | 40-60 | 1:30 | Х | ||
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 25-35 | 40-55 | 1:30 | X | |
| C125W1 | 20-30 | 35-45 | 1:30 | X | |||
| С 105 W 2 | У10А | 25-35 | 40-50 | 1:30 | X | ||
| Легированные | 105 Cr 5 | 30-40 | 50-60 | 1:30 | X | ||
| x210Cr12 | Х12 | 20-35 | X | ||||
| х 40 CrMoV 51 | 4Х5МФС | 20-30 | 30-40 | 1:30 | X | ||
| x210CrW12 | ХВГ | 20-30 | X | ||||
| х 165 CrMoV 12 | ХМ12 | 20-35 | 1:30 | Х | |||
| 56 NiCrMoV 7 | 5ХНМ | 25-3 | 20-40 | 1:30 | Х | ||
| 100 CrMo 5 | 20-30 | 35-45 | 1:30 | Х | |||
| х 32 CrMoV 33 | 20-30 | 30-45 | 1:20 | ||||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 25-40 | 1:30 | X | ||
| S 6-5-2-5 | Р6М5К5 | 25-40 | 1:30 | X | |||
| S 18-0-1 | Р18 | 25-40 | 1:30 | X | |||
| S 18-1-2-10 | Р18К10 | 25-40 | 1:30 | X | |||
| Клапанные стали | х 45 CrSi 93 | 30-40 | 1:20 | Х | |||
| x45CrNiW189 | 30-40 | 1:20 | Х | ||||
| Высокотемпературные стали | CrNi 2520 | 25-40 | 1:10 | X | |||
| х 20 CrMoV 211 | 25-40 | 1:10 | Х | ||||
| x5NiCrTi2615 | 25-40 | 1:10 | X | ||||
| Теплостойкие стали | х 10 CrAI 7 | 20-30 | 1:10 | X | |||
| x15CrNiSi25/20 | 20-30 | 1:10 | X | ||||
| х 10 CrSi 6 | 20-30 | 1:10 | X | ||||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 25-35 | 1:10 | Х | |||
| х 10CrNiMoT1810 | 25-35 | 1:10 | Х | ||||
| х 10 Cr 13 | 12Х13 | 25-35 | 1:10 | Х | |||
| x5CrNiMo 1810 | 25-35 | 1:10 | Х | ||||
| Стальное литье | GS-38 | 30-40 | 50-60 | 1:50 | Х | ||
| GS-60 | 30-40 | 50-60 | 1:50 | Х | |||
| Чугунное литье | GG- 15 | Сч 15-32 | 30-40 | 40-50 | X | ||
| GG-30 | Сч21-40 | 30-40 | 40-50 | X | |||
| GTW-40 | 30-40 | 40-50 | X | ||||
| GTS - 65 | 30-40 | 40-50 | X | ||||
| Высокотемпературные никелевые сплавы | NiMoNic | Нимоник | 15-25 | 1:10 | X | ||
| Hastelloy | Хастеллой | 15-25 | 1:10 | X | |||
| Inconel | Инконель | 15-25 | 1:10 | X | |||
| Алюминиевые сплавы | Al 99.5 | А1 | 80-300 | 100-700 | 1:10 | X | |
| AIMg3 | АЛ13 | 80-300 | 100-700 | 1:10 | X | ||
| Бронзы | CuSn6 | Бр. Мц 5 | 50-70 | 70-100 | 1:50 | X | |
| CuAI8 | Бр.АЮ | 30-45 | 50-70 | 1:50 | X | ||
| Латунь | CuZn 10 | 80-200 | 100-300 | 1:50 | X | ||
| CuZn 31 Si | 80-200 | 100-300 | 1:50 | X | |||
Выбор и эксплуатация ленточного полотна
Ленточные пилы для резки металлов
Выбор ленточного полотна
Все таблицы носят рекомендательный характер, значения могут отличаться. Фирмы-изготовители ленточных полотен, присваивают собственные обозначения материалам полотен, типам разводки и формам зубьев, дают подробные инструкции по выбору и их применению, ниже представлены только общие обозначения по ISO.
1 ШАГ Выбор материала полотна
| Материал | Сечение, профиль | Тип станка | Материал полотна |
| Нелегированная сталь | Тонкостенные трубы и профиль, прутки малого диаметра | легкий |
Углеродистая сталь |
| Низколегированная сталь до 22 HRC |
Углеродистая сталь | ||
| Нелегированная и низколегированная сталь |
Биметалл Matrix II |
Профиль зуба полотна
| Передний угол зуба 0°. Для резки сплавов с высоким содержанием углерода, материалов с небольшим поперечным сечением, тонкостенных профилей и труб. |
| Передний угол зуба 10°. Для резки сплошных прутков, толстостенных труб из легированных сталей. |
| Передний угол зуба 16°. Для резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов. |
| Передний угол зуба с двумя подточками 10° и 16° и продольно шлифованной фаской, которая улучшает шероховатость обрабатываемой поверхности. Для резки сплошных прутков из высоколегированных сталей. |
Разводка зубьев
 |
Стандартная (лево, право, прямой), для всех типов стали |
 |
Переменная (лево, право + зачистной), уменьшенный шум и вибрация |
 |
Волновая, для тонких материалов |
 |
Постоянный шаг зубьев (Промышленные объемы резки заготовок сплошного сечения) |
 |
Переменный шаг зубьев (Минимальные вибрации, улучшенная чистота среза универсальность применения) |
2 ШАГ Выбор шага зубьев полотна
| СПЛОШНОЕ СЕЧЕНИЕ | ПРОФИЛЬНОЕ СЕЧЕНИЕ | ||||||||||||
| Постоянный шаг | Переменный шаг | D мм | 20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | |||
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм | S мм |
Шаг зуба, Z | ||||||||
| до 10 | 14 | до 25 | 10/14 | 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 | |
| 10 – 30 | 10 | 15 - 40 | 8/12 | 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | |
| 30 – 50 | 8 | 25 - 40 | 6/10 | 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | |
| 50 – 80 | 6 | 35 - 70 | 5/8 | 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | |
| 80 – 120 | 4 | 40 - 90 | 5/6 | 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 | |
| 120 – 200 | 3 | 50 - 120 | 4/6 | 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | |
| 200 – 400 | 2 | 80 - 150 | 3/4 | 10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | ||
D - поперечное сечение S – толщина стенки профиля Z – шаг полотна, количество зубьев на дюйм |
12 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | |||||
| 15 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | ||||||||
| 20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | ||||||||
| 30 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | ||||||||
| 50 | 2/3 | 2/3 | 2/3 | ||||||||||
3 ШАГ Выбор скорости резания для моделей JET
| V, м/мин | Материал |
| 25 | Высоколегированные, нержавеющие стали |
| 40 | Низколегированные стали, чугунное литье |
| 60 | Конструкционные стали, стальное литье, подшипниковые стали, мягкая латунь |
| 80 | Алюминий, медь, пластмассы |
4 ШАГ Выбор скорости подачи
| Материал | Производительность, см/мин |
| Сталь 20-45 | 40 |
| 50 | |
| 60 | |
| Сталь 40Х | 35 |
| 45 | |
| 50 | |
| 20Х13, Р6М5 | 15 |
| Сталь 12Х18Н9Т | 20 |
Срок службы полотна
Для полотен большинства производителей (при условии соблюдения технологического процесса изготовления полотна – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие полотна при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
Эксплуатация ленточного полотна
Пример обозначения ленточного полотна:
| М42 20х0,9х2360 4/6 Н | М42 | биметаллическое полотно М42, зубья из быстрорежущей стали |
| 20х0,9х2360 | ширина х толщина х длина полотна, мм | |
| 4/6 | шаг зубьев полотна, 4 – 6 зубьев на дюйм, переменный шаг | |
| Н | форма зуба, передний угол 10 |
| Натяжение полотна
Величина натяжения ленточного полотна должна составлять приблизительно 300 Н/мм. При недостаточном натяжении полотна возможен неперпендикулярный срез, при избыточном натяжении – разрыв. В обоих случаях значительно сокращается ресурс работы ленточного полотна. Усилие натяжения контролируется встроенными на некоторых моделях станков или переносными приборами – тензометрами. |
Обкатка полотна
1)Установите необходимую скорость 2)Начните пиление на 70% мощности от рекомендуемой для полотна и 50% скоростью подачи 3)При наличии вибрации осторожно уменьшайте скорость подачи вплоть до полной остановки. Следите за стружкообразованием и получающейся формой стружки После распила 400-600 см?, или не менее 15 минут времени реального пиления, постепенно увеличивайте до требуемой скорость полотна и постепенно – скорость подачи. |
Охлаждение и Смазывание
Охлаждение и смазывание обязательны в большинстве операций обработки металлов. В случае обработки алюминия или алюминиевых сплавов СОЖ также помогает в удалении стружки и более высококачественной поверхностной обработки. Нет необходимости смазки для чугуна и некоторых неметаллических материалов (пластмассы, графита, и т.д). Ресурс ленточного полотна напрямую зависит от правильного подбора СОЖ, основная задача не допускать перегрева полотна. |
 Очень мелкая пылевидная стружка |
 Толстая, тяжелая с голубым отливом стружка - полотно перегружено |
 Свободно намотанная (витая) стружка - идеальные условия резания |
Основные причины преждевременного выхода ленточного полотна из строя
- Выкрашивание зубьев:
- Слишком мелкий шаг полотна
- Слишком крупный шаг полотна
- Заготовки ненадёжно закреплены
- Слишком низкая скорость полотна, приводящая к излишнему врезанию
- Некачественная сварка
- Слишком большое давление подачи, приводящее к излишнему врезанию полотна в материал
- Слабое натяжение полотна приводит к её проскальзывании
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию полотна в материал
- Отсутствует, не работает или изношена щётка очистки полотна
- Трещины во впадинах зубьев:
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих
- Зазор между направляющими слишком большой
- Направляющие находятся слишком далеко от заготовки
- Боковые направляющие зажимают пилу в области впадин зубьев
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы
- Трещины со стороны спинки:
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи
- Износ боковых направляющих
- Полотно прижимается к бурту шкива
- Биение (вибрация) пилы:
- Кривой сварной шов
- Слишком большой шаг полотна
- Отсутствие зубьев(выломаны)
- Слишком низкое или высокое давление подачи
- Преждевременное затупление:
- Слишком большая скорость пилы для данного материала
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи
- Дефекты на боковых направляющих
- Плохо закреплены или изношены направляющие
- Неперпендикулярный рез:
- Полотно пилы не параллельно направлению подачи
- Большой зазор в направляющих
- Поверхность стола не перпендикулярна полотну
- Тиски не перпендикулярны пиле
- Слабое натяжение полотна
- Роликовый стол на подаче не перпендикулярен полотну
- Плохо закреплены боковые направляющие
- Пережжённая стружка:
- Большая подача
- Не работает щётка очистки полотна
- Тупое полотно
- Нет охлаждения
Эксплуатация ленточных полотен
Резка заготовок на ленточнопильных станках на сегодняшний день является самым высокопроизводительным и экономически эффективным способом металлообработки заготовительного производства. Конструктивные особенности ленточнопильных станков позволяют при минимальной занимаемой площади обрабатывать детали в большом диапазоне размеров и применять пакетные способы обработки. Производительность ленточного пиления в несколько раз выше по сравнению с традиционными способами обработки (механическая ножовка, дисковая резка, отрезка на токарных станках и т.п.). Расход материала, толщина среза и неперпендикулярность при резке в несколько раз меньше, чем у традиционных способов. Относительная дороговизна ленточнопильных полотен компенсируется быстротой, производительностью обработки, хорошей стойкостью при правильном выборе и применении для соответствующих типов обрабатываемых материалов и размеров распиливаемых заготовок. Наша фирма занимается продажей оборудования (станков)! Все предлагаемое нами оборудование сертифицировано для Европы и России, соответствует техническим требованиям и находится в исправном, работоспособном состоянии! Основные приемы работы, эксплуатации и технического обслуживания, предлагаемых нами станков описаны в инструкции по эксплуатации. Для удобства наших клиентов мы готовы оказывать дополнительные услуги, в том числе предлагаем режущий и вспомогательный инструмент различных фирм для комплексного оснащения оборудования. Ниже приведены основные требования по эксплуатации ленточных полотен, подразумеваем, что со станком и выбором шага зуба полотна мы уже определились. Отрезка заготовок на ленточнопильных станках относительно новый способ обработки имеет некоторые существенные отличия от традиционных способов, и еще не везде знают приемы обращения с ленточными полотнами. Соблюдение ниже перечисленных пунктов позволит существенно увеличить срок службы ленточных полотен и избежать их преждевременного выхода из строя.
1. Подготовка полотна к работе
Острозаточенный карандаш сломается сразу, в отличие от острого, но слегка притупленного, тот же принцип и при подготовке ленточного полотна. Сначала надо дать полотну приработаться к шкивам станка, погоняв его в холостую по воздуху 5-10 мин. Затем на меньшей скорости от рекомендуемой и с половинной подачей еще 15-30 мин выполнять распиливание, с последующим выходом на рекомендуемые режимы.
2. Натяжение полотна
Степень натяжения ленточного полотна указана в инструкции по эксплуатации станка. Промышленные модели станков JET оснащены встроенными тензометрами, при помощи которых можно контролировать степень натяжения. Важно – не перетянуть полотно, это может вызвать существенное снижение периода стойкости и даже разрыв полотна по шву или образующимся трещинам.
3. Эксплуатация полотна
Основным показателем правильного выбор режимов резания служит отсутствие сильных вибраций при резании и вид стружки. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или меньшей, чем необходимо, скорости резания. Так же важно – не перегреть режущий материал полотна, отсюда интенсивный полив полотна, зоны резания и распиливаемой заготовки. При возникновении вибраций уменьшать подачу. Следить за качеством поверхности среза, задиры и каверны могут являться следствием неправильного подбора шага, режимов обработки или износа полотна.
4. Отдых полотна
Отдых полотна позволяет перераспределить усталостные напряжения, возникающие в процессе работы, сохранить свойства инструментального материала и увеличить срок службы. При интенсивной работе в течение всего рабочего дня лучше работать двумя полотнами, одним до обеда, другим после. В конце рабочего дня обязательно ослаблять натяжение полотна, а еще лучше снимать полотно со станка, и вывернув его наизнанку, вешать на крюк.
5. Примерная стойкость и формула расчета
Стойкость ленточного полотна зависит от множества факторов, среди которых: - тип станка - обрабатываемый материал - поперечное сечение материала - материал полотна - подготовка полотна - режимы работы - соблюдение правил эксплуатации - наконец, настроение рабочего Фирмы-изготовители ленточных полотен гарантируют среднюю стойкость ленточного полотна 1,5-2 м? распиленных заготовок для Стали20, Стали3 или 1 500 – 2 000 пропилов Стали 20, диаметром 50 мм. При правильной эксплуатации, с соблюдением всех рекомендаций этот показатель увеличивается до 3-5 м? и выше. С=(D? х ?)/10000 х N = где, С-стойкость полотна в м? D – диаметр распиливаемой заготовки в мм ? – число 3,14 (D? х ?) – площадь поперечного сечения заготовки, для трубы (Dнар?- Dвнут? х ?) N – количество пропилов до полного износа или выхода из строя полотна
В качестве примера сравнение ленточнопильного станка и механической ножовки, как наиболее встречающихся типов станков.
| Ленточнопильный станок | Механическая ножовка | |
| Зона обработки | O250 | O250 |
| Стоимость | 135000 (HBS-1018W) | 130000 руб. |
| Тип движения | Постоянный, поступательный в одном направлении (пиление) | Возвратно-поступательный (холостой ход – пиление) |
| Исполнительный механизм | червячный редуктор | сложная система кривошипов, требующих контроля и смазки |
| Толщина полотна | 0,9 мм | 4-5 мм |
| Длина полотна | 3300 мм | 500 мм |
| Количество режущих зубьев |
при 8/12 TPI |
при 8/12 TPI |
| Время распила O200 | 10-12 мин | 35-45 мин |
| Стойкость полотна | около 8 м | около 2 м |
| Магазин | Доставка | Гостевая | Контакты |
|
|
| 115563, Москва, Каширское шоссе, 61к4с1. +7(800)100-2198 многоканальный | |||||
| 141730, М/О, Лобня, Горького, 104с1. +7(800)100-2198 многоканальный | |||||